هونینگ یک فرآیند ماشینکاری دقیق است که عمدتاً برای بهبود صافی سطح، دقت هندسی و کنترل ابعادی سطوح داخلی استوانهای به کار میرود. این فرآیند شامل استفاده از یک ابزار ساینده چرخان است که درون قطعهکار به صورت رفت و برگشتی یا نوسانی حرکت میکند و بهطور مؤثر ابعاد را اصلاح کرده و نواقص هندسی مانند گردی و راستای سطح را برطرف میسازد. این فرآیند در کاربردهایی که نیازمند تلرانسهای بسیار دقیق و پرداخت سطحی صاف هستند، حیاتی است و در صنایعی مانند خودروسازی، هوافضا و هیدرولیک ارزش بالایی دارد.
مدیریت زیستمحیطی
فرآیند هونینگ علاوه بر دستیابی به دقت بالا، شامل مدیریت زیستمحیطی نیز میشود. با اصلاح هندسه سوراخ و بهبود پرداخت سطح، هونینگ اصطکاک و سایش را کاهش داده و به افزایش عمر قطعات کمک میکند. الگوی متقاطع (Cross-Hatch) ایجادشده در سطح نهتنها جنبه زیبایی دارد بلکه نقش مهمی در نگهداری روانکارها ایفا میکند و باعث عملکرد روانتر و کاهش مصرف انرژی در سیستمهای مکانیکی میشود.
انواع ماشینهای هونینگ
ماشینهای هونینگ به دو دسته افقی و عمودی تقسیم میشوند که هرکدام برای کاربردهای خاص طراحی شدهاند:
- ماشینهای عمودی معمولاً برای قطعات بزرگ مانند بلوکهای موتور و سیلندرهای هیدرولیک استفاده میشوند.
- ماشینهای افقی برای قطعات کوچکتر مانند شفتها و لولهها مناسب هستند.
انتخاب نوع ماشین بر روش هونینگ تأثیر میگذارد؛ از هونینگ تکمرحلهای (Single-Pass) که سوراخ را با دقت بالا سایز میکند، تا هونینگ چندمرحلهای (Multi-Stage) که پرداخت سطح و دقت ابعادی را بهینه میسازد.

فرآیند هونینگ
عملیات هونینگ با مرحله پیشماشینکاری آغاز میشود؛ در این مرحله قطعهکار تمیز شده و بهطور ایمن در ماشین هونینگ ثابت میشود. سپس اپراتور ابزار ساینده مناسب را بر اساس جنس ماده و کیفیت سطح مورد نظر انتخاب میکند. ابزار هونینگ تحت چرخش و حرکت رفت و برگشتی کنترلشده قرار میگیرد و لایههای بسیار نازکی از ماده را حذف کرده و نواقص سطحی را صاف میکند. این فرآیند معمولاً چندمرحلهای است و شامل مراحل زبرکاری (Roughing)، پرداخت (Finishing) و هونینگ پلاتو (Plateau Honing) میشود تا نتایج مطلوب حاصل گردد.
مزایا و محدودیتها
هونینگ مزایای متعددی دارد، از جمله:
- دستیابی به پرداخت سطحی عالی
- تلرانسهای دقیق
- حذف حداقل میزان ماده نسبت به فرآیندهایی مانند سنگزنی
با این حال، محدودیتهایی نیز دارد؛ از جمله:
- زمان چرخه طولانیتر
- نیاز به ابزار و تنظیمات خاص برای هر قطعه
درک این مزایا و محدودیتها برای تولیدکنندگان ضروری است تا بتوانند از هونینگ بهطور مؤثر در فرآیندهای تولیدی خود بهرهبرداری کنند
روانکاری در هونینگ
هونینگ یک فرآیند پرداخت دقیق است که برای رسیدن به بهترین عملکرد و کیفیت سطح، نیاز به روانکاری مؤثر دارد. استفاده از روغن هونینگ چندین نقش مهم ایفا میکند: روانکاری، خنککاری و خارج کردن برادههای فلزی تولیدشده در طول عملیات.
وظایف روغن هونینگ
- روانکاری و شستوشو: روغن هونینگ هم بهعنوان روانکار عمل میکند و هم برادهها را از سطح قطعه خارج میسازد.
- کاهش اصطکاک و حرارت: این کار مانع از تغییر شکل حرارتی قطعه در طول فرآیند میشود.
- کیفیت سطح: روانکاری ناکافی باعث افزایش اصطکاک و سایش شده و کیفیت سطح نهایی را پایین میآورد.
- عمر قطعه: سطح هونینگشده با روانکاری مناسب کمتر دچار سایش میشود و در قطعاتی مثل رینگ پیستون، آببندی بهتر انجام میگیرد.
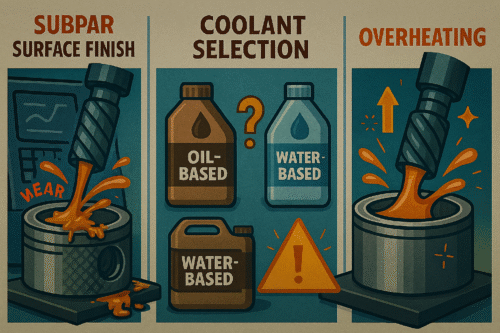
- انتخاب روانکار: روغنهای پایهروغنی معمولاً برای پرداختهای بسیار دقیق ترجیح داده میشوند، در حالی که محلولهای پایهآبی برای کاربردهای عمومی مناسب هستند.
چالشهای روانکاری
- آلودگی روانکار: وجود گرد و خاک یا آب در روغن میتواند عملکرد را کاهش دهد و سایش تجهیزات را افزایش دهد.
- انتخاب نادرست روانکار: اگر نوع روغن مناسب انتخاب نشود، ممکن است اصطکاک زیاد، داغ شدن بیش از حد یا حتی خرابی سیستم رخ دهد. بنابراین باید ویژگیهای روانکار و سازگاری آن با جنس قطعه در نظر گرفته شود.
بهترین روشها در روانکاری
- استفاده از مقدار روانکار مطابق توصیه سازنده دستگاه.
- بهکارگیری روغنهای باکیفیت مثل روغن هونینگ-1000
- انجام نگهداری منظم: تخلیه و شستوشوی روغنهای قدیمی برای جلوگیری از آلودگی.
- رعایت بهداشت کاری هنگام کار با روغن هونینگ و برادههای فلزی برای کاهش خطرات
بهترین روشها برای هونینگ و روانکاری
اهمیت روانکاری در هونینگ
روانکاری مؤثر در فرآیند هونینگ بسیار حیاتی است. این کار اصطکاک و حرارت بین ابزار هونینگ و قطعهکار را کاهش میدهد، در نتیجه کارایی و عمر ابزار بیشتر میشود. اگر روانکاری کافی نباشد، سایش زیاد و کیفیت سطح پایین اتفاق میافتد؛ بنابراین استفاده از روانکار مناسب و مقدار درست آن ضروری است.
انواع روانکارها
- روغنهای پایهروغنی: برای پرداختهای بسیار دقیق و سطح فوقالعاده صاف توصیه میشوند.
- محلولهای پایهآبی: برای پرداختهای عمومی و کارهایی مثل برادهبرداری مناسب هستند.
انتخاب نوع روانکار تأثیر زیادی بر نتیجه هونینگ دارد، چون هر فرمول میتواند عملکرد خنککاری و روانکاری متفاوتی داشته باشد.
نحوه استفاده از روانکار
قبل از شروع هونینگ با ابزارهایی مثل روغن هونینگ-1000، باید هم ابزار و هم قطعهکار بهطور کامل با روانکار پوشانده شوند. این کار باعث توزیع یکنواخت روانکار و جلوگیری از سایش غیرضروری میشود. در طول عملیات، باید روانکاری بهطور مداوم بررسی شود و در صورت نیاز روغن بیشتری اضافه گردد.
کنترل کیفیت روانکار
کیفیت روانکار باید مرتب بررسی شود تا از مشکلات ناشی از آلودگی جلوگیری شود. آلودگی میتواند شامل گرد و خاک، آب یا ذرات دیگر باشد. نشانههای روانکار آلوده عبارتاند از:
- ظاهر کدر یا ابری
- وجود ذرات معلق
- خوردگی قابل مشاهده روی قطعات
برای جلوگیری از این مشکلات باید از فیلترها و آببندیهای باکیفیت استفاده شود و روانکارها در ظروف تمیز و دربسته نگهداری شوند.
اقدامات پیشگیرانه
- استفاده از مقدار روانکار مطابق توصیه سازنده دستگاه
- بهرهگیری از سیستمهای روانکاری خودکار در صورت امکان
- نگهداری منظم تجهیزات، شامل کالیبراسیون دستگاههای تزریق و تمیز کردن مخازن و لولهها
این اقدامات کمک میکنند سیستم روانکاری همیشه در بهترین حالت کار کند و کیفیت عملیات هونینگ حفظ شود
چالشهای هونینگ و روانکاری
اهمیت روانکاری
هونینگ یک فرآیند ماشینکاری مهم برای رسیدن به دقت هندسی و سطح بسیار صاف است. یکی از بزرگترین چالشها در این فرآیند، تأمین روانکاری کافی است. سیستم روانکاری نقش کلیدی در کاهش اصطکاک بین ابزار و قطعهکار دارد و از تولید حرارت زیاد و سایش ابزار جلوگیری میکند. اگر روانکاری یا خنککاری کافی نباشد، نتیجه میتواند سطح نامطلوب، سایش ابزار و تغییر شکل قطعه (مثل بزرگتر شدن سوراخ یا بیگردی) باشد.
مشکلات رایج
کیفیت سطح و سایش ابزار
کیفیت سطح در هونینگ ممکن است به دلیل روانکاری نامناسب یا انتخاب اشتباه سیال هونینگ کاهش یابد. وقتی ابزار بدون روانکاری کافی کار کند، به جای برش دقیق، شروع به هل دادن یا شخم زدن ماده میکند و سطح ناخواسته ایجاد میشود. این مشکل در هونینگ تکمرحلهای بیشتر دیده میشود، چون ذرات ساینده سریعتر فرسوده میشوند و عملکرد ابزار کاهش مییابد.
انتخاب روانکار
انتخاب روانکار مناسب بسیار حیاتی است. برای پرداختهای فوقالعاده دقیق معمولاً از روغنهای پایهروغنی استفاده میشود، در حالی که محلولهای پایهآبی برای کارهای عمومی مناسب هستند. با این حال، مشکلاتی مثل باقیماندن رسوبات چسبناک، کف کردن یا خروج زیاد روانکار میتواند انتخاب و کارایی روانکار را سخت کند و هزینههای عملیاتی و نگهداری را بالا ببرد.
مدیریت دما
کنترل دما در هونینگ بسیار مهم است. حرارت زیاد باعث سایش زودهنگام ابزار و آسیب به قطعه میشود. روانکار درست علاوه بر خنککاری، برادههای ریز تولیدشده را هم خارج میکند. بدون روانکاری مناسب، ابزار داغ میشود و عمر و عملکرد آن کاهش مییابد.
راهکارهای کاهش چالشها
برای غلبه بر این مشکلات باید:
- روانکارها با دقت انتخاب شوند.
- استراتژیهای خنککاری مؤثر به کار گرفته شود.
- نگهداری منظم تجهیزات انجام شود.
- از سیستمهای هونینگ هوشمند استفاده شود که با حسگرها شرایط را بررسی کرده و پارامترها را در لحظه تنظیم میکنند.
- سرمایهگذاری روی روانکارهای باکیفیت و رعایت اصول صحیح روانکاری انجام شود.
این اقدامات باعث میشوند کیفیت سطح بهتر شود، سایش ابزار کمتر گردد و در نهایت بهرهوری تولید و کیفیت محصول افزایش یابد.
روانکار مناسب برای عملیات هونینگ چیست؟
شرکت پیشگامان فیدار اسپادانا با برند معتبر بنموس، محصولی تخصصی و باکیفیت را برای عملیات هونینگ عرضه میکند: روغن هونینگ-1000.
این روغن با فرمولاسیون پیشرفته و روانکنندگی عالی طراحی شده تا:
- اصطکاک و حرارت را به حداقل برساند،
- عمر ابزار و ماشینآلات را افزایش دهد،
- کیفیت سطح نهایی قطعات را به بالاترین استاندارد برساند.
انتخاب روغن هونینگ-1000 بنموس یعنی انتخاب دقت، دوام و عملکرد برتر در فرآیندهای ماشینکاری. اگر به دنبال نتیجهای حرفهای و قابل اعتماد هستید، این محصول بهترین همراه شما در عملیات هونینگ خواهد بود
«روغن هونینگ-1000 بنموس؛ روانکاری دقیق، کیفیت بیرقیب
«بنموس؛ قدرت روانکاری در خدمت دقت.»